Home > Clinical Nitrocarburization Treatments
HEF’s CLIN™ (Controlled Liquid Ionic Nitrocarburizing) technologies consist of sustainable liquid nitrocarburizing treatments, thanks to the ECO-CLIN™ process of recycling inputs. They are made available to the market through the brands ARCOR®, TENIFER®, SURSULF®, QPQ, TUFFTRIDE®, NUTRIDE®, MELONITE®.
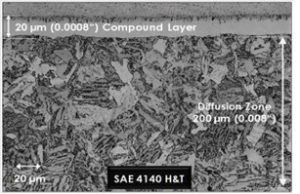
Liquid nitrocarburizing thermochemical treatment consists of the diffusion of nitrogen and carbon onto the surface of treated components in a liquid medium (molten salt with a high nitrogen content). These components are usually made of steel and cast iron. This diffusion process occurs uniformly between 520-630°C and provides the treated parts with two distinct surface regions:

CLIN™ processes can be associated with a surface finishing step and a post-oxidation treatment, forming a thin surface layer (0.2 to 3 microns thick) of iron oxide (Fe₃O₄). This layer, when combined with an oiling step, acts as a passive film, protecting the base metal from oxygen ingress, providing remarkable corrosion resistance to the treated parts (it can exceed 1000 hours of salt spray).
CLIN™ nitrocarburizing technologies do not release VOCs (Volatile Organic Compounds) and NOx (Nitrogen Oxide), nor do they use PFAS substances. This ensures that CLIN™ technologies comply with the strictest environmental standards, avoiding obstruction by European regulations such as REACH. Furthermore, with sustainability in mind, HEF developed and patented the ECO-CLIN™ process, an innovation that enables the recycling of consumables, allowing for their circular use, reducing the consumption of natural resources, reducing the risk of shortages and price fluctuations of raw materials, and reducing the carbon footprint by placing consumables close to the treatment line.
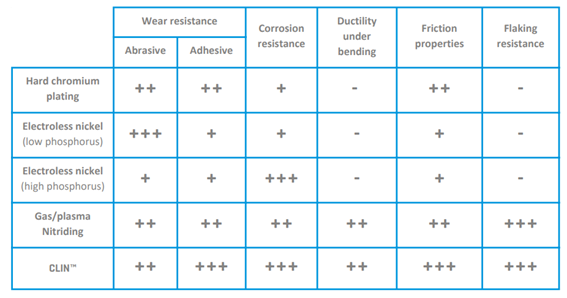
For these reasons, both technical and environmental, CLIN™ processes have replaced galvanic coatings – such as chrome, zinc, and nickel – and gas nitriding with several advantages, especially in the automotive sector. They have also been excellent options for enabling the replacement of stainless steel components with carbon steel, generating cost reductions. Below is a comparative table of CLIN™ technologies versus the main alternatives:
Additionally, HEF’s CLIN™ technologies are made available through a vertically integrated business model, highlighting the essential pillars for ensuring excellence in quality in nitrocarburizing treatments:
Research and development focused on the continuous improvement of its technologies;
Design, manufacturing, optimization, and maintenance of industrial equipment;
Chemistry of salts and other consumables used in the processes;
Preparation and adjustment of the surface finish through mechanical finishing;
Waste management, with a focus on recycling and reducing final waste to zero.
Strategically, this vertical integration allows HEF to operate in different business models, always adapting its offering to customer needs — from providing services in Techniques Surfaces units to technology transfer, making specialized equipment and consumables available.
Main components treated:
Engine valve, windshield wiper shaft, gas spring rods, shock absorber rods, brake system components, among others.
For more detailed technical/commercial information on CLIN™ technologies, please contact our Engineering team!